Muflas de aluminio
$150,000
Las muflas de aluminio son recipientes metálicos diseñados específicamente para resistir las altas presiones y temperaturas del proceso de inyección de termoplásticos (como el nylon o la poliolefina).
A diferencia de las muflas de bronce usadas para acrílico convencional (que se cierran con tornillos o prensas externas), las de prótesis flexibles son un sistema de cierre hermético por encaje diseñado para conectarse directamente a la boquilla de la inyectora.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Características Principales
- Material: Fabricadas en aleaciones de aluminio de alta resistencia. El aluminio se elige porque conduce el calor rápidamente, permitiendo que el yeso se caliente de forma uniforme antes de la inyección.
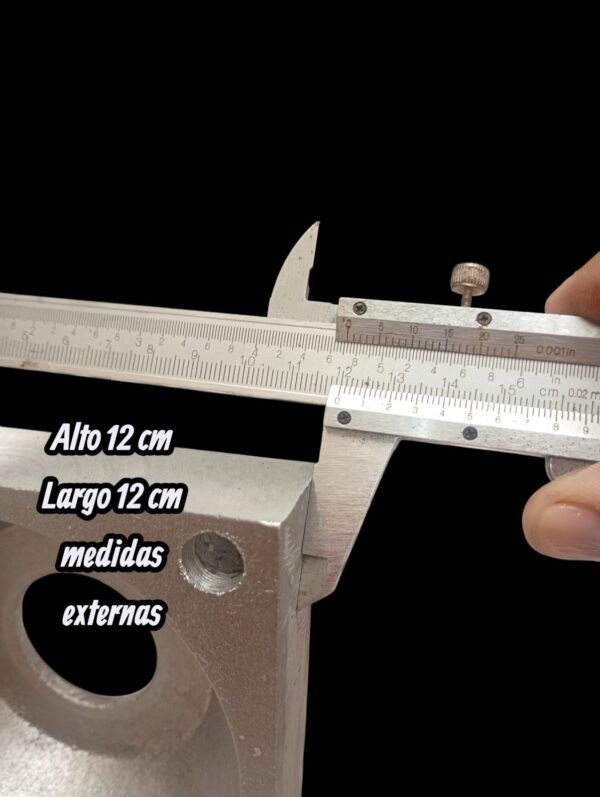
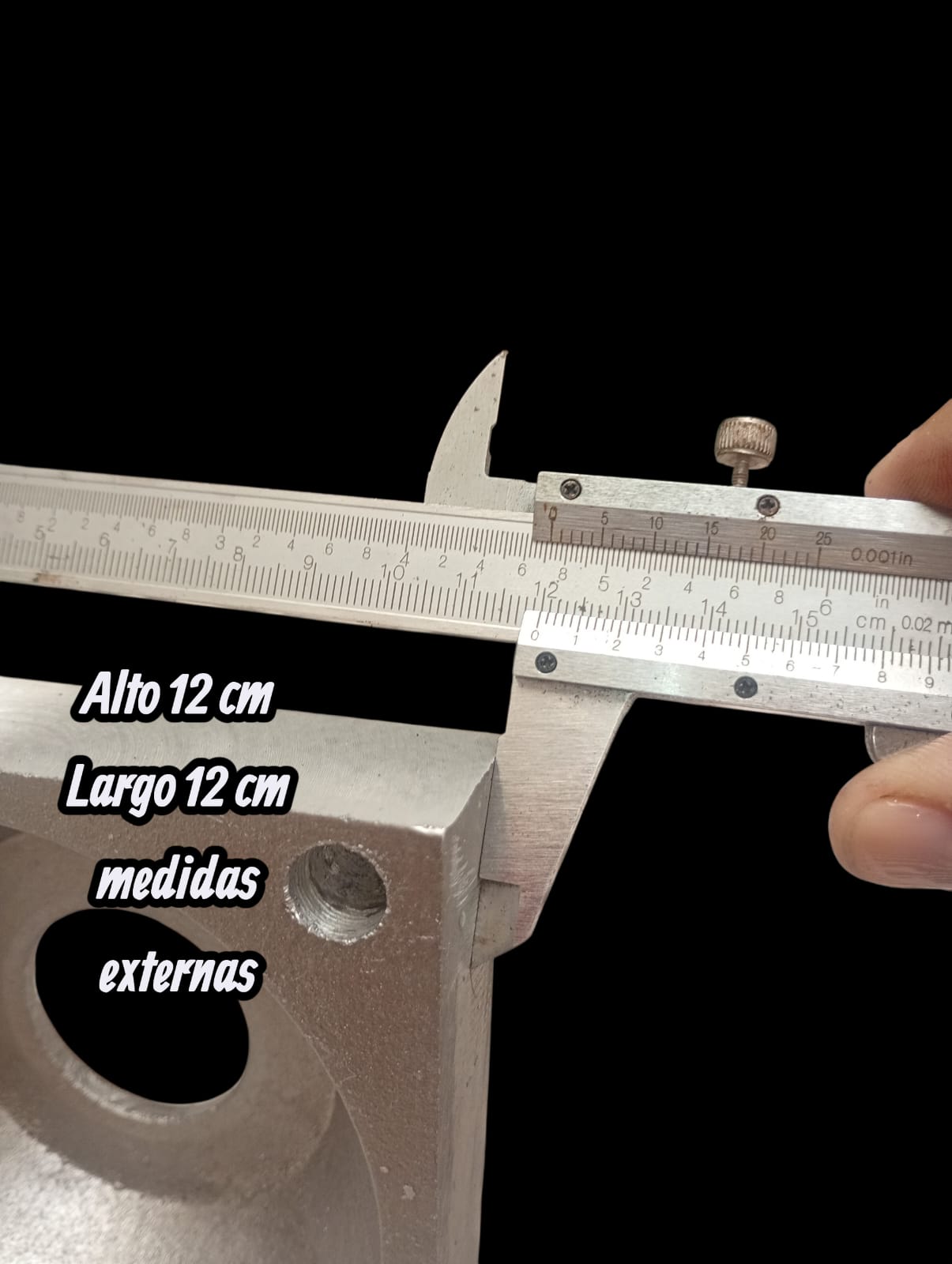
- Diseño de Dos Piezas: Constan de una base (parte inferior) y una tapa (parte superior) que encajan con precisión milimétrica para evitar «rebabas» de material.
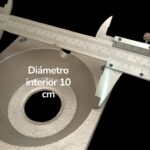
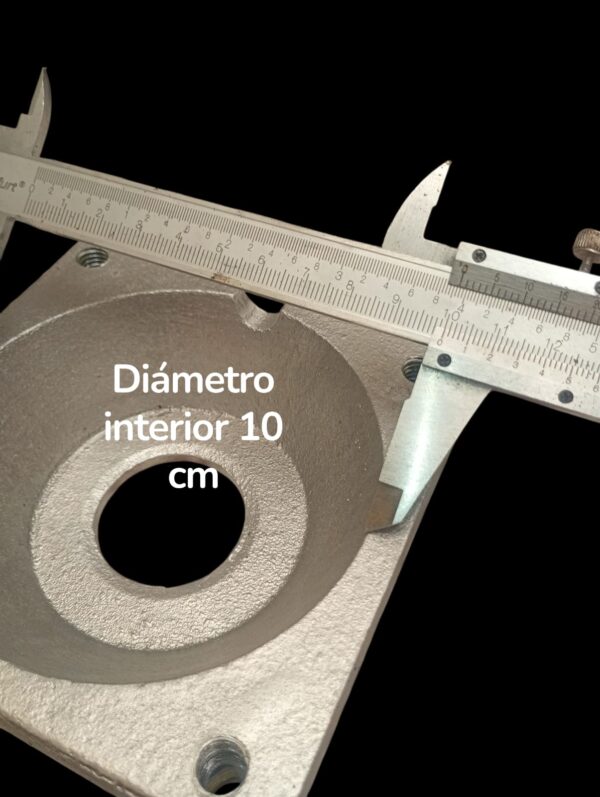
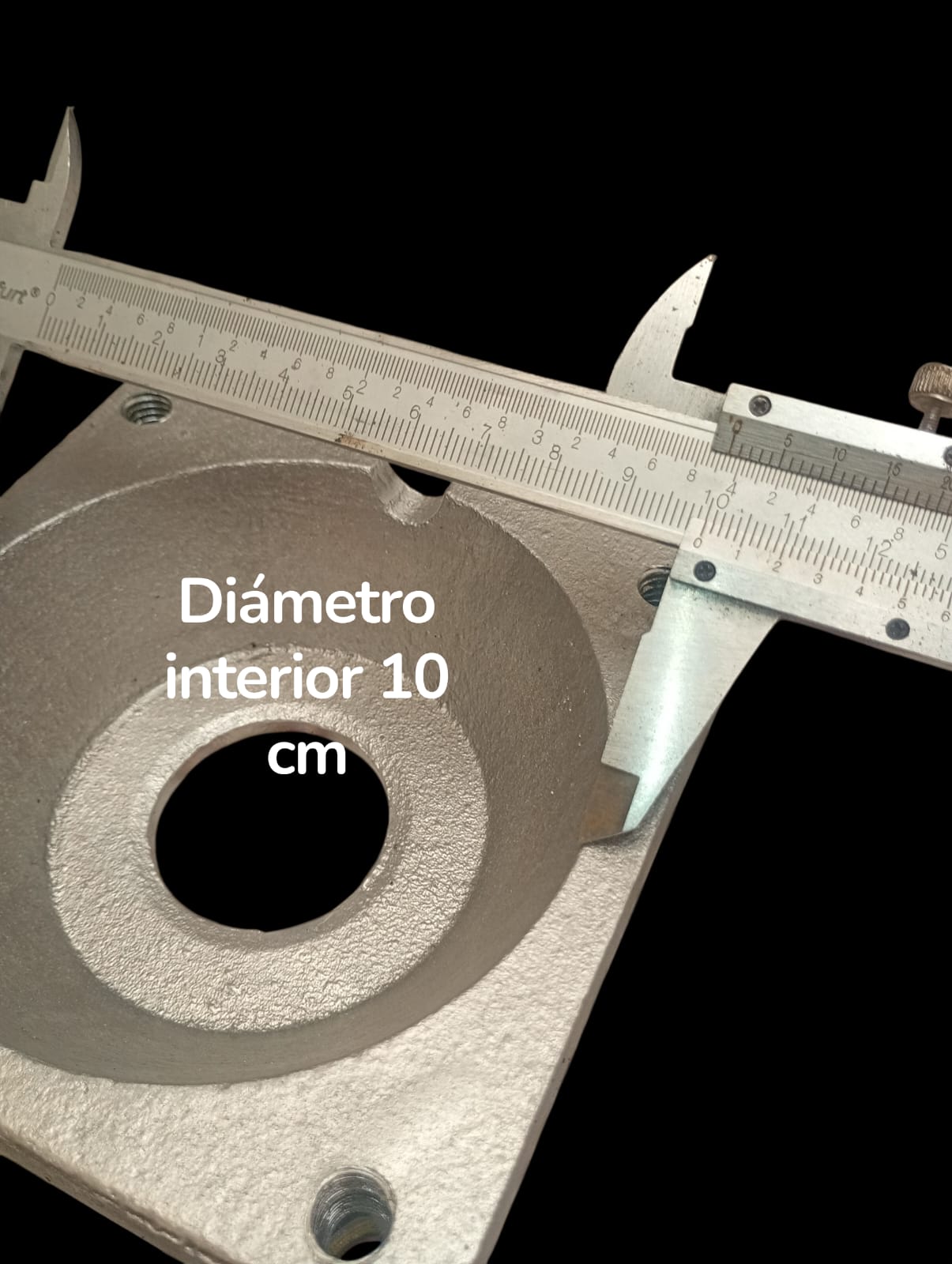
- Entrada de Inyección (Boca): Tienen un orificio circular en uno de sus costados donde encaja perfectamente el cartucho o la boquilla de la máquina inyectora.
- Guías de Posicionamiento: Poseen pernos o guías laterales que aseguran que las dos mitades no se muevan durante la presión del pistón.Resistencia a la Presión: Están diseñadas para soportar presiones de inyección de hasta 90-120 psi (en sistemas neumáticos) sin deformarse.
¿Cómo se usan? (Proceso de Enmuflado)
El uso de estas muflas sigue una técnica llamada «vaciado por orificio»:
1. Preparación del Modelo
Una vez que tienes la prótesis en cera con los dientes montados, debes fijar un bebedero (un cilindro de cera grueso) que conecte la prótesis con el orificio de entrada de la mufla. Este será el «túnel» por donde viajará el plástico fundido.
2. Primer Paso de Yeso (Base)
Se llena la base de la mufla con yeso piedra.
Se sumerge el modelo de yeso de manera que la entrada del bebedero coincida exactamente con el agujero lateral de la mufla.
Se alisa el yeso y se aplica un separador de yeso-yeso (vaselina o separador líquido) una vez que fragüe.
3. Segundo Paso (Cierre)
Se coloca la contra-mufla (la tapa) y se llena con más yeso piedra, vibrando bien para evitar burbujas.
Se cierra la mufla. Algunas muflas utilizan tornillos largos de acero para asegurar que las tapas no se separen por la presión del plástico.
4. Lavado de Cera
Se introduce la mufla en agua hirviendo durante 5 a 8 minutos.
Se abre la mufla y se elimina toda la cera. El espacio que ocupaba la cera ahora es un hueco vacío.
Dato Clave: Se deben hacer pequeñas muescas o «retenciones» en los dientes de acrílico para que el material flexible los atrape mecánicamente, ya que no hay unión química.
5. Pre-calentamiento e Inyección
Importante: La mufla debe estar caliente (seca y a unos 60°C-70°C) antes de llevarla a la máquina. Si la mufla está fría, el plástico se «congela» antes de llegar a los dientes y la inyección sale incompleta.
Se coloca en la plataforma de la inyectora y se procede al disparo del material.
Mantenimiento y Consejos
Limpieza de la boca: Siempre limpia los restos de plástico que quedan en el orificio de entrada después de cada uso con una espátula caliente.
Evitar golpes: Si los bordes de la mufla se golpean y se deforman, dejará de cerrar herméticamente y el material se escapará por los lados (flasheo).
Ajuste de tornillos: Si tu mufla es de las que usa tornillos, apriétalos en cruz para que la presión sea pareja.